

Example for our support for a large scale membrane plant realisation: recovery of methanol/water from an extraction solution by reverse osmosis
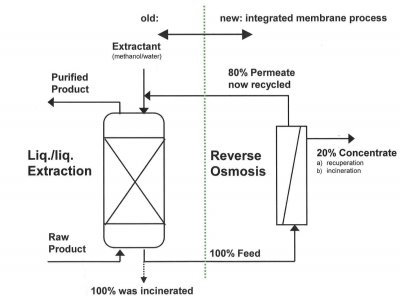

The application: an existing liquid extraction process produces big amounts of a solution of by-products in a methanol/water mixture. This solution had to be burned so far. We have developped a multi stage membrane process for the customer. The reverse osmosis process separates the solution in 80% permeate containing less than 100ppm dissolved substances and 20% concentrate containing about 260 g/l. This leads to reduction of incineration costs and raw material consumption (methanol) to 20% compared to the initial process. The plant was qualified and the process validated follwing the FDA rules.
Process development and pilot: PS Prozesstechnik GmbH has developped the process in 3 steps: membrane selection and feasibility tests in our lab, pilot trials at PS Prozesstechnik and a long term pilot in m3-scale with our Ex-proof pilot unit at the customer site. For the plant design we have used the pilot data in a simulation program.
Plant concept: The future user requested a very high permeate quality and a compact plant design fitting in an existing building. The second requirement led to a continuous process avoiding large buffer vessels between the stages. A plant with a secondary and a third pass of the permeate was choosen to reach the high permeate quality
- High retention for dissolved substances (Mw 200-280 g/mol)
- No or minimal retention for Methanol (osmotic pressure)
- Membrane stable against small amounts of organic solvents (Hexane, THF)
- Resistant module construction of spiral-wound elements
- High permeate quality
- Limited space available
- Fully automated plant
Engineering und construction: Engineering including CAD-3D, construction and technical start-up was done by an engineering company in Basel. Very positive experience was the close collaboration of customer, engineering company and us.
Operating experience and further experctations: The plant has started operation in 1999. The fully automatic operation and the controll strategy of the plant proved good. The permeate quality exceeds the requirements. The operation of the plant has a postive environmental impact and saves several Mio CHF/year.
A second plant has been built for the same customer at another production site.
We are also working on other non-aqueous applications for concentrating and cleaning dissolved products (in Hexane, Pentane, Acetone) with ceramic and polymeric membranes.