

Membrane process development
Whether reverse osmosis, nanofiltration, ultrafiltration or microfiltration - we have learned from over 300 applications in 20 years. Ranging from feasibility studies to membrane screening (finding the best membrane for an applcation), process optimization and piloting as well as process simulation and scale-up. We have a wide choice of membranes and modules from different suppliers in stock. We are testing continuously new membranes and new applications. This base of membranes and know-how ensures that we quickly find the right membrane for your separation problem. And we know how to run the process. A side effect is that we use and improve the membrane test units we are selling.
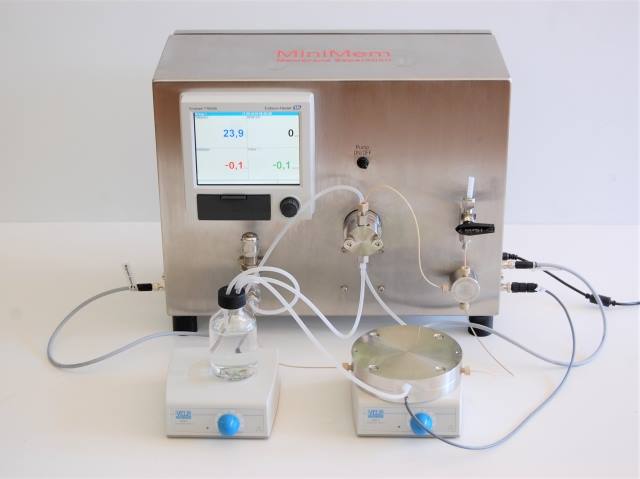
Example 1: Concentration and solvent exchange with chromatographic solutions. Vacuum evaporation and re-dissolving is the classic way. Nanofiltration can do this faster, efficiently and at low temperature in one unit. As most solutions are in organic solvents, suitable membranes and modules have to be choosen, either polymeric or ceramic (OSN Organic Solvent Nanofiltration). We have tested many of these applications over the years and often are able to directly select the right membrane for a new application of this type.A validation test on our MiniMem system can be done with small amounts of product solution. For example 500ml can be concentrated to 25ml followed by a diafiltration at constant level with 125ml of the new solvent. This typically reduces the remaining old solvent below 0.7%.
Membrane units like MaxiMem or ChroMem can treat a pilot batch of 100l in a few hours, what could take two weeks using multiple batches on rotary evaporators, also avoiding problems like foaming. Nanofiltration can as well be used for simple concentration prior to spray drying or lyophilisation.

Example 2: A manufacturer of plant extracts asked us to develop a process for mild concentration of the extract with molecular weight 450 in an aqueous solution with 10% isopropanol. The desired increase in concentration was by a factor of 100.We have tested reverse osmosis and nanofiltration membranes of different suppliers. In a screening a first choice was made: the desired membrane should have a low retention for isopropanol in order to prevent an increase in concentration of isopropanol and osmotic pressure. On the other hand the membrane should have a low cut-off to minimize product losses. With the remaining membranes tests with extraction solution were made. With sufficient operating pressure (in order to overcome the osmotic pressure of the slightly retained isopropanol) the desired concentration of product could be achieved.We supported our customer in claiming a patent for this concentrating process for his product.



